















3D Druck mit PLA – dem populärsten Druckmaterial
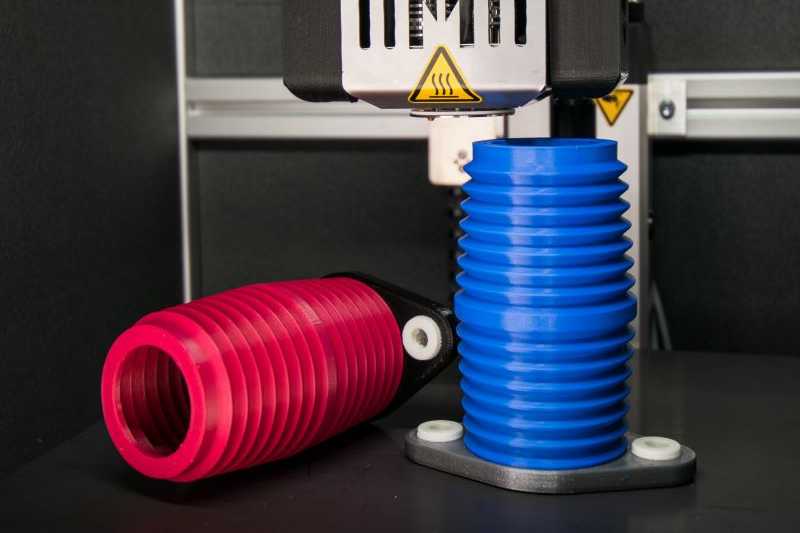
PLA beziehungsweise Polyactid gehört zu den populärsten Druckmaterialen. Der 3D Druck mit PLA ist deshalb beliebt, weil eine geringe Schrumpfung vorliegt, sodass einfach zu drucken ist, das Material auf nachwachsenden Rohstoffen basiert, günstig ist und keine giftigen Dämpfe beim Druck verbreitet. Das macht ihn vor allen Dingen optimal für den 3D Druck für Einsteiger.
ABS ist ebenfalls ein gängiges Material, gegenüber PLA hat es den Vorteil von höherer thermischer und mechanischer Belastbarkeit. Dafür ist es aufgrund der starken Schrumpfneigung schwieriger zu drucken. Beim Druck entstehen zudem gesundheitsschädliche Dämpfe, weshalb es nur mit geeignetem Luftfiltersystem gedruckt werden sollte.
Hochtemperatur PLA genügt den höchsten Anforderungen
Beim 3D Druck mit PLA bestehen zahlreiche Vorteile:
- Biologisch abbaubar
- Optimal für Einsteiger geeignet
- Umweltschonende Herstellung
- Kaum wahrnehmbare Gerüche
Die größte Schwache von regulärem PLA-Filament ist die geringe Temperaturbeständigkeit. Bauteile aus PLA sind in der Regel nur bis maximal 50-60°C nutzbar. Des Weiteren weist reguläres PLA eine geringer Kerbschlagzähigkeit auf und neigt daher zum Sprödbruch. Diese negativen Eigenschaften können durch weiterentwickelte PLA-Formulierungen umgangen werden, bestes Beispiel hierfür ist Multec PLA-HT. Dieses ist auch bei höheren Temperaturen (bis 90°C) einsetzbar und weist eine im Vergleich zu normalem PLA ca. 10x höhere Kerbschlagzähigkeit auf. Um diese zu umgehen, bietet Multec den 3D Druck mit dem neuartigen Hochtemperatur PLA an. Demzufolge eignet sich dieses PLA auch für den Einsatz bei höheren Temperaturen. Darüber hinaus weist dieses PLA im Vergleich zum herkömmlichen PLA eine zehnmal höhere Kerbschlagzähigkeit auf.
Sind Sie interessiert? Dann schauen Sie sich unsere Anwendungsbeispiele an. Wenn Sie noch Fragen zum 3D Druck mit PLA haben, dann wenden Sie sich jederzeit an uns. Wir helfen Ihnen gerne weiter.
PLA Drucktemperatur ausschlaggebend für einen erfolgreichen 3D Druck
Um optimale Druckergebnisse zu erzielen, muss beim 3D Druck die Temperatur des Druckbetts und des Extruders eingestellt werden. Denn eine zu hohe oder zu geringe Temperatur können beim 3D Druck mit PLA sehr oft zu Druckfehlern führen. Allerdings hat PLA den Vorteil, dass es im Vergleich zu anderen Filamenten eine deutlich größere Temperaturspanne aufweist. Dementsprechend ist beim 3D Druck mit PLA die folgende Temperatur am besten:
- Beim Extruder zwischen 180 und 230 Grad Celsius
- Beim Druckbett zwischen 20 und 60 Grad Celsius
Um die optimale Temperatur beim 3D Druck mit PLA ausfindig zu machen, sollte man die Herstellerangabe als Richtwert heranziehen und selbst Druckerfahrung mit dem Material sammeln. Um die beste Temperatur zu finden, greifen viele 3D-Fans auf Temp-Towers zurück. Dabei variiert die Temperatur, während dieselbe Struktur in nur einem Druckvorgang gedruckt wird.
Zu hohe Temperatureinstellung beim 3D Druck mit PLA
Bei einer steigenden Temperatur während dem 3D Druck mit PLA erreicht das erhitzte PLA irgendwann seine maximale Viskosität. In diesem Augenblick wird das Filament beginnen zu verbrennen, da es zur Karbonisierung kommt.
Sollte eine zu hohe Temperatur eingestellt werden, wirkt sich das auf den 3D Druck mit PLA in dem Sinne aus, dass das Filament zu flüssig wird und aus dem HotEnd heraustropft. Das kann beispielsweise Blob-Artefakte verursachen.
Außerdem können sich bei zu hohen Temperaturen des 3D Drucks mit PLA ungewollte Filamentfäden bilden, die als Stringing bezeichnet werden.
Eine Heat Creep-Verstopfung kann ebenfalls Folge einer zu hohen Temperatur beim 3D Druck mit PLA sein. Das bedeutet, dass das Material bis in den Kaltbereich des Hotends erweicht und damit das gesamte Hotend verstopft. Um dem vorzubeugen, müssen die Drucktemperatur gesenkt und/oder die Lüfter der Hotends verstärkt werden.
Folgen einer zu niedrigen PLA Temperatur
Eine zu niedrige Temperatur beim 3D Druck mit PLA kann zu einer schlechten Layer-Haftung führen. Das in diesem Fall zu kalte PLA verschmilzt unsauber mit der unteren Schicht.
Ist die Temperatur beim 3D Druck mit PLA niedrig, so führt dies dazu, dass das Filament zähflüssiger wird. Das zähflüssige PLA wird ab einem bestimmten Moment nicht mehr extrudiert werden können und der Druckvorgang schlägt fehl.
Der hohe Gegendruck des nicht ausreichend erwärmten Materials führt dazu, dass das Vorschubrad des Extruders sich in das Material „fräst“ und hoher Schlupf auftritt. In Folge dessen ist eine weitere Förderung des Filaments nicht mehr möglich.