Herstellkosten 3D-Druck
3D-Druckanalysen von Multec - auch für Ihren Anwendungsfall
Im Folgenden finden Sie Beschreibungen zu den Kosten von 3D-Druckteilen, den Einflußfaktoren Maschinenstundensatz, Materialeinsatz und Tipps zur Kostenoptimierung.
Beispiel-Kostenanalyse:

Enthalten sind Angaben zur besten Druckbarkeit, ggf. Empfehlungen für eine Optimierung, mehrere Druckszenarien wie z.B. schneller Druck/beste Oberfläche und Kostenbeispiele für die Produktion mit einem Multirapdrucker.
Für eine Analyse Ihres Anwendungsfalls wenden Sie sich bitte am besten mit einer stl- oder Step-Datei und Ihren Wünschen bezüglich Festigkeiten, Oberflächen und Material an Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Hier können Sie die Beispiel-Druckteilanalyse herunterladen, wie Multec Sie gern auch für Ihren Anwendungsfall erstellt: download
Kostenvergleich Spritzguss - Fertigungskosten 3D-Druck für eine Serienproduktion
mit Break-Even Analyse


Download komplette Auswertung Pdf-Datei
1. VERGLEICH SPRITZGUSS – ADDITIVE FERTIGUNG
Es wird anhand des zweiteiligen Filamentspulenhalters untersucht, welche Herstellkosten in der Additiven Serienproduktion im 3D-Druck entstehen und wie im Vergleich dazu die Produktion im Spritzguß aussieht.
Dieser Vergleich stellt die Maschinenstundensätze der Multirap Maschinen dar und bietet damit Einblicke in die Amortisation der Maschinen für eigene Anwendungsfälle.
Sehr wichtig ist dabei, dass die Kosten der additiven Fertigung ab Stückzahl 1 die gleichen sind und somit kein Risiko und keine große Lagerhaltung ensteht. Ebenso sind Änderungen sofort und ohne Zusatzkosten umzusetzen.
Dies ist im Spulenhalter ein sehr wichtiger Punkt, da öfter Spulen mit anderen Aufnahmedurchmessern eingesetzt werden müssen und so häufig Änderungen vorkommen.
Dagegen fallen beim Spritzguß von vornherein Formkosten an und es müssen große Stückzahlen abgenommen werden.
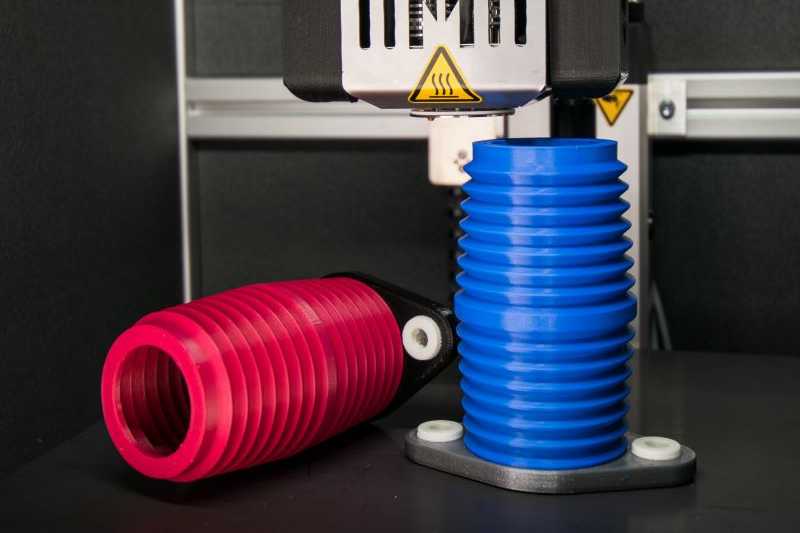
2. ANWENDUNGSFALL FILAMENTSPULENHALTER
Der zweiteilige Spulenhalter für Filamentspulen wird in Multirap Geräten eingesetzt, um die Spulen schnell zu wechseln und sicher beim Druckvorgang zu halten.
Er hat einen Schnellverschluß, der mit einer Vierteldrehung schnell lösbar und schließbar ist.
Die aufgenommenen Spulen wiegen bis zu 3kg, es besteht kein hoher Festigkeitsanspruch, jedoch wird eine gute Schlagzähigkeit und Abriebfestigkeit gefordert.
Temperaturbeständigkeit wird bis zu 80°C gefordert, da die Spulen auch im beheizten Filamentraum des M800 eingesetzt werden.
3. Umsetzung im 3D-Druck
Das Bauteil ist sehr gut geeignet für die FFF-Drucktechnologie. Die Wandstärken sind in allen Bereichen gut dimensioniert, sodass sehr hohe Festigkeiten erzielt werden können.
Der Füllgrad wird mit 25% Infill gewählt, diese geringe Dichte optimiert die Druckdauer bei guter Festigkeit.
Stützmaterial ist nicht erforderlich, kleine überhängende Bereiche (z.B. Bohrungen) und Überhänge bis 50-55° können ohne Stützmaterial gedruckt werden.
Material Temperaturbeständiges, schlagzähes Multec-PLA-HT
Multec PLA-HT ist eine Eigenentwicklung mit optimalen Eigenschaften für den 3D-Druck. Das Material ist lebensmittelecht, hat eine geringe Schrumpfneigung und sehr gute thermische & mechanische Eigenschaften (z.B. 40% höhere Schlagfestigkeit als ABS, höhere Festigkeiten und Wärmeformbeständigkeit als PLA). PLA-HT ist sehr gut schleif- und lackierbar.
4. Kosten 3D-Druck: 17€ - 38€
Variante 1: Feine Oberflächenqualität – 38,20€ - Multirap M800
- Schichthöhe: 0.2mm
- Anzahl Perimeter: 2
- Füllgrad: 25%
- Druckzeit: ca. 6h für beide Bauteile
- Gewicht (inklusive Support-Struktur): ca. 100g für beide Bauteile
- Materialkosten: ca. 4€
- Mit einem durchschnittlichen Maschinenstundensatz von 5,70 € (M800) bedeutet dies für den Spulenhalter Gesamtkosten von ca. 38,20 €.
Maschinenstundensätze je nach Abschreibung und Betriebsstunden pro Jahr siehe Kapitel 3 Kostenanalyse.
Variante 2: Schneller Druck - 19,70€ - Multirap M800
- Schichthöhe: 0.4mm
- Anzahl Perimeter: 2
- Füllgrad: 25
- Druckzeit: ca. 2h 45Minuten
- Gewicht (inklusive Support-Struktur): ca. 100g für beide Bauteile
- Materialkosten: ca. 4€
- Mit einem durchschnittlichen Maschinenstundensatz von 5,70 € (M800) bedeutet dies für Ihr Bauteil, dass Gesamtkosten von ca. 19,70 € entstehen
5. Kosten Spritzguss
Einmalkosten Werkzeug:
- Wechselformrahmen EUR 6.200, -
- Einsatz für Filamentspulenhalter kurz EUR 6.000, -
- Einsatz für Filamentspulenhalter lang EUR 6.000, -
Summe: 18.200€
Staffelpreise für die Herstellung:
|
Staffel |
Teilekosten ohne Form |
Teilekosten mit Form |
|
100 Stück |
8,68 € |
190,68 € |
|
250 Stück |
4,31 € |
77,11 € |
|
500 Stück |
2,87 € |
39,27 € |
|
1000 Stück |
2,16 € |
20,36 € |
Betrachtet man dazu noch die Liquidität und Lagerhaltung, so entstehen sich bei einer Bestellung von 1000 Stück sofort Aufwände in Höhe von 38.560€
6. Maschinenstundensatz Multirap
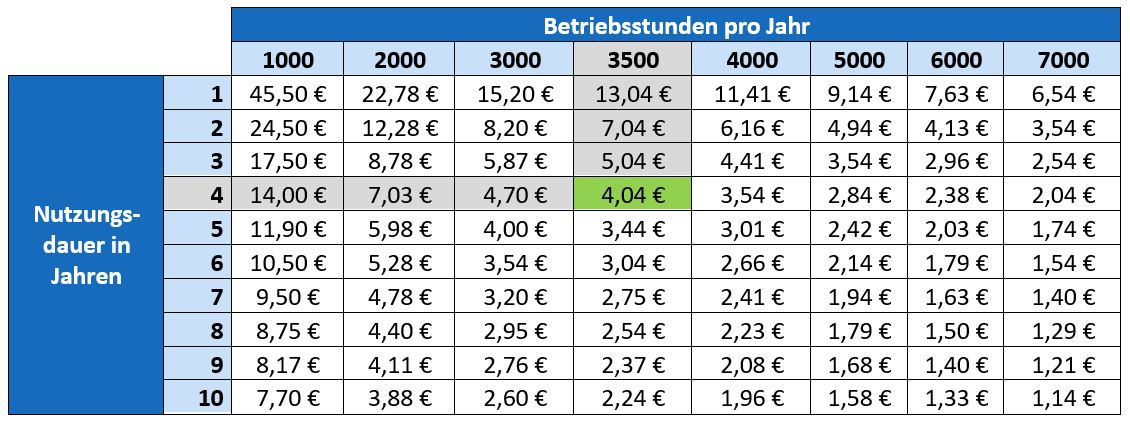
Maschinenstundensatz Multirap M500
Im Durchschnitt haben Multec-Kunden im Jahr ca. 3.500 Betriebsstunden und schreiben die Maschine über 4 Jahre ab. Daraus ergibt sich ein Maschinenstundensatz für einen Multirap M500 von 4,04 €.
Die Maschinenstundensätze für andere Betriebsstunden und Nutzungsdauern können Sie nachstehender Tabelle entnehmen:
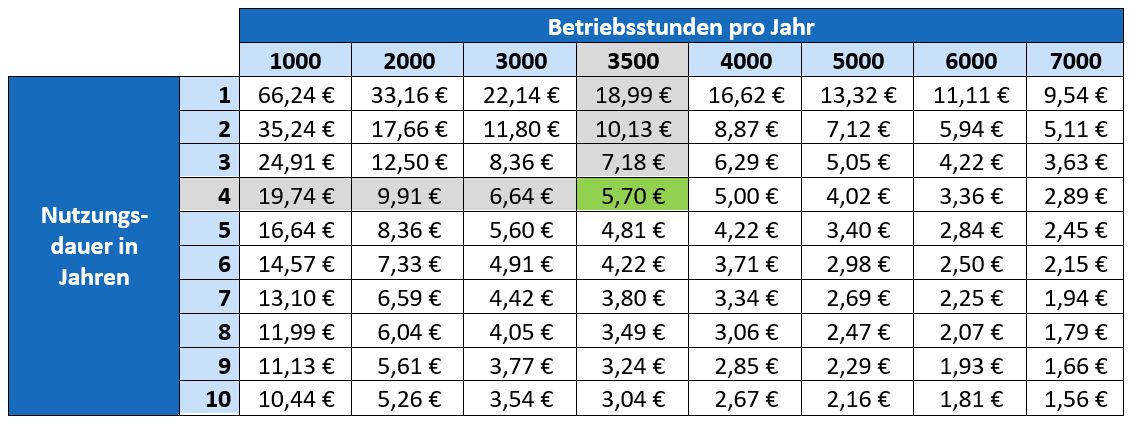
Maschinenstundensatz Multirap M800
Ein durchschnittlicher Multec-Kunde hat im Jahr ca. 3.500 Betriebsstunden und schreibt die Maschine über 4 Jahre ab. Daraus ergibt sich ein Maschinenstundensatz für einen Multirap M800 von 5,70 €.
Die Maschinenstundensätze für andere Betriebsstunden und Nutzungsdauern können Sie nachstehender Tabelle entnehmen:
Fazit
3D-Druck versus Spritzguss
Beim kleineren Multirap M500 wird von durchschnittlichen Betriebsstunden pro Jahr in Höhe von 3.500 Stunden ausgegangen. Die zweite Variante zeigt einen Multirap M500 mit 5.000 Betriebsstunden pro Jahr.
Hier ist ersichtlich, dass sich ab ca. 700-1.000 Stück der Spritzguß günstigere Stückpreise aufweist.

Beim größeren Multirap M800 wird von durchschnittlichen Betriebsstunden pro Jahr in Höhe von 3.500 Stunden ausgegangen. Die zweite Variante zeigt einen Multirap M800 mit 5.000 Betriebsstunden pro Jahr.
Hier ist ersichtlich, dass sich ab ca. 500-700 Stück der Spritzguß als günstigere Produktionstechnologie erweist.

Break Even Spritzguss – 3D-Druck
Wie aus den Diagrammen ersichtlich erweist sich der Spritzguß ab 500 bis 1000 Stück (je nach Maschine und Betriebsstunden) als günstigere Technologie.
Darunter lohnt sich der 3D-Druck deutlich mehr, auch aus der Sicht der Liquidität und Lagerhaltung.
Ab Stückzahl 1 liegen hier die konstanten Kosten bei 17-38€, wogegen beim Spritzguß bei einer Bestellung von 1000 Stück sofort Aufwände in Höhe von 38.560€ entstehen
Produktionskapazität Stückzahl/Jahr
Bei den Geräten Multirap M500 und M800 können aufgrund der großen Druckfläche in einem Druckvorgang eine Serie von 10-20 Stück gedruckt werden.
Mit der Endlosdruck-Funktion kann somit ohne Benutzereingriff über eine Druckdauer von 60-120 Stunden auch über das Wochenende produziert werden. Daraus ergibt sich zwar keine Produktionsverkürzung, aber die Betriebszeit kann so 24/7 genutzt werden.
Bei den oben betrachteten Betriebsstunden von 3500h können 1400 Teile im Jahr produziert werden, also ist auch unter diesem Gesichtspunkt die additiven Fertigung sehr gut einsetzbar.
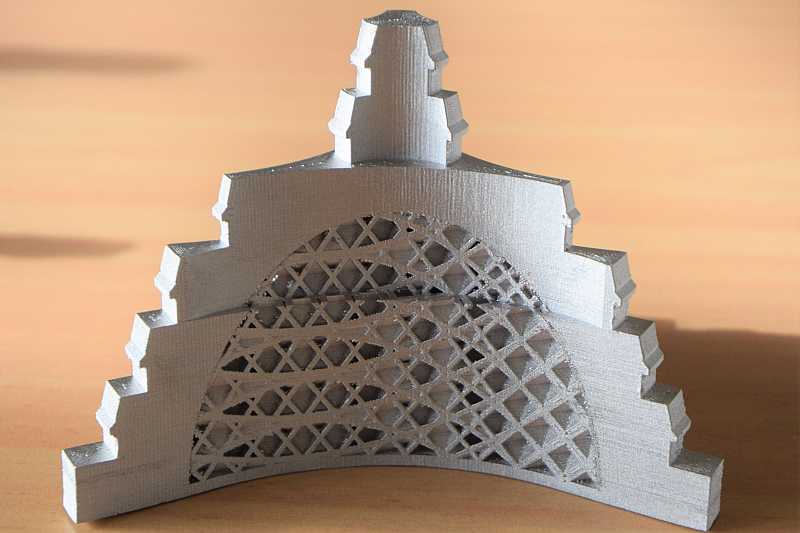
Zahnradaufnahme aus Metall für Vorrichtungsbau

Serienproduktion ZF Passau
|
Material: Größe: Gewicht: Schichthöhe: Druckzeit: Materialkosten: Kosten D&S: Maschinenkosten: Gesamtkosten: |
Ultrafuse 316L 100 x 100 x 80 mm 530 g 0,15 mm ca. 19 h 68,37 € 21,20 € 57,00 € 186,04 € |
Anwendungsbeispiel: Flaschenöffner Metall

Marketingprodukt
|
Material: Größe: Gewicht: Schichthöhe: Druckzeit: Materialkosten: Kosten D&S: Maschinenkosten: Gesamtkosten: |
Ultrafuse 316L 70 x 27 x 10 mm 60 g 0,1mm (langsam ca. 3 h 7,74 € 2,40 € 9,00 € 19,14 € |